2025-03-24 新闻资讯 浏览 12869
朱永涛
(西安华锐化工科技有限公司 陕西 西安 710000)
摘要:温室气体的来源中有塑料的原料合成、制品加工等上下游企业。塑料污染的扩张速度要远远快于防止措施的落实速度,大气 中温室气体的浓度急剧上升,从而导致了地球温室效应的增强。塑料行业碳减排及减塑技术路径中最重要的一个就是物理循环再生, 再生工序中熔融造粒环节用到的排渣器排渣效能良莠不齐。本文通过科学的设计和大量的实验,从产量、能耗、排渣总量、100g 排 渣样烧蚀后残渣率、粒子外观质量、粒子内在质量等四大维度,12 项指标,建立了一套可行、合理、有效的对排渣器排渣效能的评 价方法。对废旧塑料循环再生企业降本增效和提升品控具有借鉴意义。 关键词:温室气体、塑料物理循环再生、熔融造粒、排渣器、排渣效能、评价方法。
中图分类号:X703 文献标志码:A
在地球的历史上,气候是在不断的变化着,但这种变化的速度一般比较缓慢,自然界有充分的时间去适应这 种变化。然而,工业革命以来,由于人为活动,特别是大量燃烧化石燃料,排放了大量的温室气体,使得大气中 温室气体的浓度急剧上升,从而导致了地球温室效应的增强,由此可能引起全球气候危机。
1997 年由国际组织于京都签定的条约《<联合国气候变化框架公约>京都议定书》,中规定的温室气体有六种:CO2,CH4,N2O,HFCS(氢氟碳化物),PFCS(全氟化碳),CF6(六氟化碳)。这些温室气体的来源其中就有和塑料的原料合 成、制品加工等塑料上下游有关的工业。塑料污染的扩张速度要远远快于防止措施的落实速度,如果不采取强有 力的措施,随着人口和消费的增长,塑料污染的问题只会愈加严重。根据 OECD(经济合作与发展组织)数据,预 计 2060 年全球废塑料产生量达到 10.14 亿吨。近 2/3 的塑料垃圾来自使用寿命在 5 年以下的应用:包装(40%)、 消费品(12%)和纺织品(11%)。我国是塑料生产和消费大国,年废塑料产生量达到 6000 万吨以上。如果推广化 学循环,将有效提高废塑料回收率,新增大量再生塑料,与废塑料焚烧相比,可以大幅减少二氧化碳排放,节约 宝贵的石油资源。习近平总书记指出,着力构建绿色低碳循环经济体系,有效降低发展的资源环境代价,持续增 强发展的潜力和后劲。国家发展改革委、工信部、生态环境部等单位陆续出台了废塑料污染治理、废弃物循环利 用等多项政策。2 月 6 日,国务院办公厅印发《关于加快构建废弃物循环利用体系的意见》。【1】

塑料行业碳减排及减塑,产品层面技术路线,分为合成降解塑料、生物质转化合成塑料、石化塑料回收热裂 解、石化塑料回收再生即废塑料资源化利用。以上具体又可分为 1.生成降解塑料:又分为生物合成降解塑料、植物原料发酵再进行中间体合成降解塑料、化工合成降解塑料等。 2.生物质转化合成塑料,又分为生物质原料发酵/脱氢,再加中间体合成塑料 3.石化塑料回收热裂解、又分为化学循环利用、化学循环再生[2]
4.石化塑料物理循环再生即再生造粒[3]。 目前物理循环再生,无论从回收、再循环制造工艺、技术层面讲,都是比较可靠、经济、易操作的。但是也
存在不足,比如因回收的废旧塑料均为消费后塑料、工业废旧塑料,难免会带有标签、金属零件,封瓶口铝箔、 锡纸等。甚至在收集、运输、存放过程中会混入一些杂质、如木屑、废纸或不热固性的高分子材料如橡胶、酚醛 树脂、玻璃等等。如若不从设备、工艺、技术等方面除/排这些杂质,加以控制,那么将会给废旧塑料的物理循 环再生过程带来了巨大的困扰,严重时损坏挤出机,停机、停线蒙受经济损失,如若杂质混到再生品中,遭到客 户投诉,还会带来声誉损失。因此必须从人机料法环各个环节加以措施解决。
目前从工艺[4]层面,则是在前端工序中对于杂质尺寸稍大、密度差异较大(指杂质与分选用介质的密度差)、 有磁性、或有色金属等杂质可通过人工分拣、旋风分离器、密度差浮选(俗称水漂洗、盐水漂洗)、磁场、涡电 流等设备、方法进行除/排杂。对于细小的“漏网之鱼”及以上前端工序也无法除掉的杂质,通过在在造粒环节 的上节单螺杆挤出机上加装排渣器、在下阶挤出机加装滤网而进一步除去。然而众多的循环再利用企业对于排渣 器的认识、使用和效能评价上存在盲区或错误认识。本文研究结果对丰富认识排渣器有积极意义,也对众多现役 排渣器的效能评价、对再造品的质量管理提供实际参考价值。
1.实验
1.1 主要原材料
纯度为 90%的聚乙烯花色片料(已经过前端破碎、分拣筛选) 1.2 主要设备和仪器
新型排渣器(大连巾国机车配件有限公司)、老式排渣器(浙江某企业)、上阶单 180 螺杆挤出机(南京某企 业)、下阶 160 单螺杆挤出机(南京某企业)、马弗炉(广东德瑞)、CMT6203 型电子拉力机(新三思实验设备有限 公司)、熔指仪、密度仪、水分仪(泰安精诚仪器有限公司)、90 型注塑机(东华塑机)、天平、台称、电表、计 时器、市售 100 目滤网、120 目滤网若干。
2.新老排渣器差异
无论新式还是老式排渣器,其核心部件都是滤板。滤板即规则分布有一定数量筛孔的过滤板,用于过滤熔融 态塑料中的尺寸大于滤板筛孔直径的无法与塑料共熔融的杂质。影响滤板过滤质量和效率的主要参数就是目数。
目是指每英寸筛网上的孔眼数目。50 目就是指每英寸上的孔眼是 50 个,每平方英寸上的孔眼是 50*50=2500 个;500 目就是指每英寸上的孔眼是 500 个,每平方英寸上的孔眼是 500*500=250000 个。目数越高,孔眼越多。 除了表示筛网的孔眼外,它同时用于表示能够通过筛网的粒子的粒径,目数越高,粒径越小 GB/T6005 中规定筛 孔的尺寸。
表 1 筛孔的尺寸
滤板中的筛孔大小决定了能滤过掉的多大尺寸的杂质。滤板上 筛孔分布数量越多,可过滤面积就越大,对前进的熔融态塑料的阻力 就越小,单位时间内可通过滤板的熔融态塑料,也就是被滤过的塑料 也就越多,这一点直接影响生产的效率。然而滤板的筛孔越多,滤板 整体的强度就越低。且滤板的作用,决定了安装受力点只能是环滤板 周边,当熔融态塑料通过滤板时,会沿机头方向给滤板持续施加一个 垂直向前的变压力 P,只要有源源不断的熔融态塑料通过滤板,则 P 也会持续施压给滤板。P 与塑料的熔融指数即 MFR 呈负相关,即 MFR 约小,P 越大。与挤出机螺杆转速 R、滤板正面累积的无法通过的杂 质(即过滤掉的杂质)数量 Q、滤板正面累积的无法通过的杂质的清 除间隔时长 T 呈正相关,即 R,Q,T 越大,P 越大。
排渣器要能正常工作,滤板的强度 S 必须大于该变压力 P 的最大值,否则会造成滤板缓慢穿孔,而无法被操 作人员及时发现,造成杂质未有效过滤影响再造品质量,进而会导致滤板断裂。而滤板的强度 S 与所用的材质强 度 Sm 正相关、与滤板有效过滤面积 Sf(滤板总面积减去滤板安装缩必须占用的面积和所有筛孔周围起承载作用 的面积即所有实心部位的总面积)、滤板上筛孔尺寸 D、筛孔数量 Qh 呈负相关。而滤板本身影响过滤效率因素有 Sf、D、Qh 过且呈正相关,过滤的质量与 D 呈正相关,因此滤板的强度与滤板过滤效率和过滤质量是矛盾的。
那么既要有因提高生产效率加大转速和再利用塑料原料批次性 MFR 波动性降低而带来的对滤板高强度的要 求,又有再造品微米级杂质含量的限值。对于排渣器是很大的考验。为应对这一矛盾,有排渣器厂家加工滤板技 术不过硬,采用保证筛孔尺寸 D,减少筛孔数量 Qh 的做法来在此矛盾中寻求平衡,实则此做法是减少了有效过 滤面积 Sf,换来了滤板的强度 S,但是却严重降低了生产效率。按照规定,比如 80 目排渣器,每平方英寸面积 上筛孔个数是 80*80=6400 个筛孔,筛孔孔径 180μm。而实则将每平方英寸面积上筛孔个数降低到 3800-4000 个, 老换取强度,大大影响了生产效率,若滤板正面累积的无法通过的杂质的清除间隔时长 T 过大,就会造成返料 (熔融的塑料反向从排烟口冒出)。给生产带来极大困扰。
现在市场上投入应用的过滤机主要有两种,既“有网换网器”和“无丝网过滤器”。这两种过滤机已经远远 无法满足行业发展的需求,其主要表现为:
过滤物料单一:例如含标签纸的物料过滤不理想、过滤硅胶的效果只能去除约 50%、含铝箔和锡箔的物料 无法过滤或者只能通过频繁人工换网(5-10 分钟的节拍)来维持。
设备无法连续自动运行。因为排废料的方式为间歇模式,需要通过频繁的人工换网和清洗来实现,杂质每次 都不能完全排干净,换网期间还会造成原料浪费严重。
过滤网、网板寿命短:对于有网换网器,其滤网的更换周期非常短,对于污染程度高的物料或者特定复合物 料例如纸塑、铝塑等甚至达到 5-10 分钟就需要更换。对于无丝网过滤器,由于刮刀对工具钢制造的网板的持续 磨损,造成网板损坏和过滤网清洗周期缩短,导致频繁更换网板。典型的例如 1-2 天或者多至 3-5 天,根据不同 的物料及污染程度。
过滤网、网板目数:过滤的目数直接决定了滤后物料的清洁程度,现有过滤机一般只能做到 30、40 或者 60 目,而且对于部分物料还必须增加二级过滤机。
造粒操作:为了实现连续作业,一般需要一个人专职进行换网以应对平均 5-10 分钟的工作节拍;由于过滤
质量不佳造成造粒拉条不稳定,换网时非常容易产生断条即不合格料。 而新型排渣器与老式排渣器主要区别就在于: a.新型排渣器过滤网板采用新型粉末冶金超高硬度复合材料,硬度高达 HRC67-69,寿命可以超过传统网板
50%到 100%,根据不同物料及污染程度。同时过滤目数可以达到 80 到 100 目,意味着 100 目以下的过滤精度 要求的话,只需一台设备无需二级过滤,设备投入更低,产品附加值更高;
b.新型排渣器采用采用激光技术进行精密加工滤板筛孔,此种加工方式可以保证筛孔数量 Qh 和尺寸满足规 定即有效滤过面积 Sf 最大化的前提下,可以保证滤板有足够的强度抵抗熔融态塑料通过滤板时给滤板带来的变 压力 P。
c.滤板正面累积的无法通过的杂质的清除间隔时长 T 的控制方式不同。老式排渣器的刮杂质装置,杂质清除 大多通过定时方式或持续在滤板表面旋转刮擦而进行清理,这种清理方式不够科学,磨损滤板、增加能耗等弊端。 因为每批回收塑料的含杂情况不一,有大有小。而新型排渣器采用新型结构设计、采用压力传感器实时采集熔融 态塑料通过滤板时给滤板施加的变压力 P,并通过 PLC 控制滤板上的刮胶机构,根据设定的 P 值上限,刮杂质机 构自动工作,刮除滤板表面的杂质并排出至排渣器外部,刮除干净后,机构自动停止。滤板表面的杂质经过一段 时间累积,熔融态塑料很难通过滤板筛孔,越积越多,P 值不断增加,当达到设定的上限值时,触发 PLC 程序控 制刮杂质机构再次工作。
d.新型排渣器设备采用全封闭系统,物料与空气完全隔绝,工作腔体压力的一致性高,其中热融、过滤、刮 削、排渣、冷却等核心系统均采用全自动 PLC 控制,极大的降低了污染物的停留时间和熔化损耗。控制系统嵌入 了底层自动化控制程序,可实现无人干预的自动化连续生产。
e.过滤表面上污染物停留时间极短,滤板不停旋转,配合刮刀持续刮削,可大大缩短物料在滤板上的停留时 间,避免板孔堵塞;
f.刮屑装置有压力补偿功能,可以通过手动可调的精密液压缸实现刮刀增压,从而保持恒定的刮削压力。恒 定的刮削压力一是可以保证排渣的效率和质量,二是能够有效提高滤网板的使用寿命。
3.排渣器排渣效能的评价指标和方法
塑料回收再生企业,花重金购置的排渣器,又如何评价其排渣效能,做了技术改造,那么再生品的质量标准 是否也应该随之提高而优于技改排渣器之前呢。
首先建立评价指标体系,再按照评价指标开展相关评价工作,最后根据评价结果决定再生品的质量内控标准 是否相应提高及其他决策。
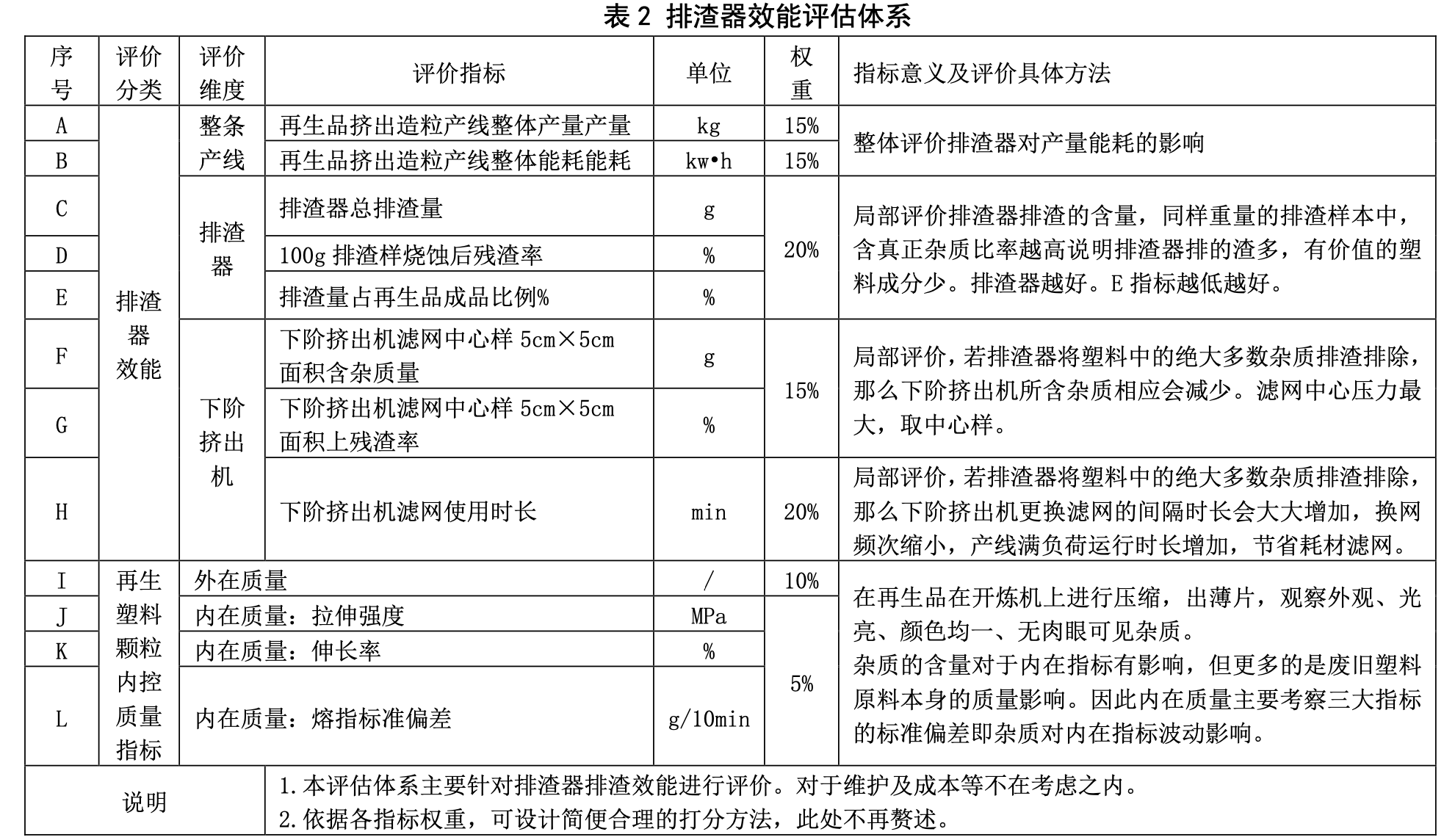
本评价体系的建立通过大量的实验验证,力求科学、合理、客观。分为产量、能耗、排渣总量、100g 排渣样 烧蚀后残渣率、下阶挤出机滤网中心样 5cm×5cm 面积质量、下阶挤出机滤网中心样 5cm×5cm 面积的质量、下阶 挤出机滤网中心样 5cm×5cm 面积样烧蚀后残渣率、粒子外观质量、粒子内在质量四大维度,12 项指标,如下表 2所示
4.实验开展
4.1 前提条件 两条产线内除排渣器外其它装备厂家、型号、功率大小均一致;两条产线使用同一批次的废旧塑料片料(且
已经过均质化搅拌后分料实验)、工艺均一致。下阶挤出机均分别使用 100 目和 120 目一张滤网进行评价对比。 分开进行实测。
4.2 准备工作
实测评价前 1 小时,产线开机设定工艺参数,并热机 40 分钟。记录对 AB 两条产线的电表初始值,计时开 始,同时启动产线喂料装置。
4.3 现场记录及取样
计量喂料量、计量实际生产时间、记录产线总电表初始值和停止喂料时电表瞬时值、统计排渣器所排含有杂质的 熔体总量、并抽样熔体、截取下阶挤出机滤网 5×5cm 样品。
4.4 样本测试
4.4.1 执行测试标准,见下表 3
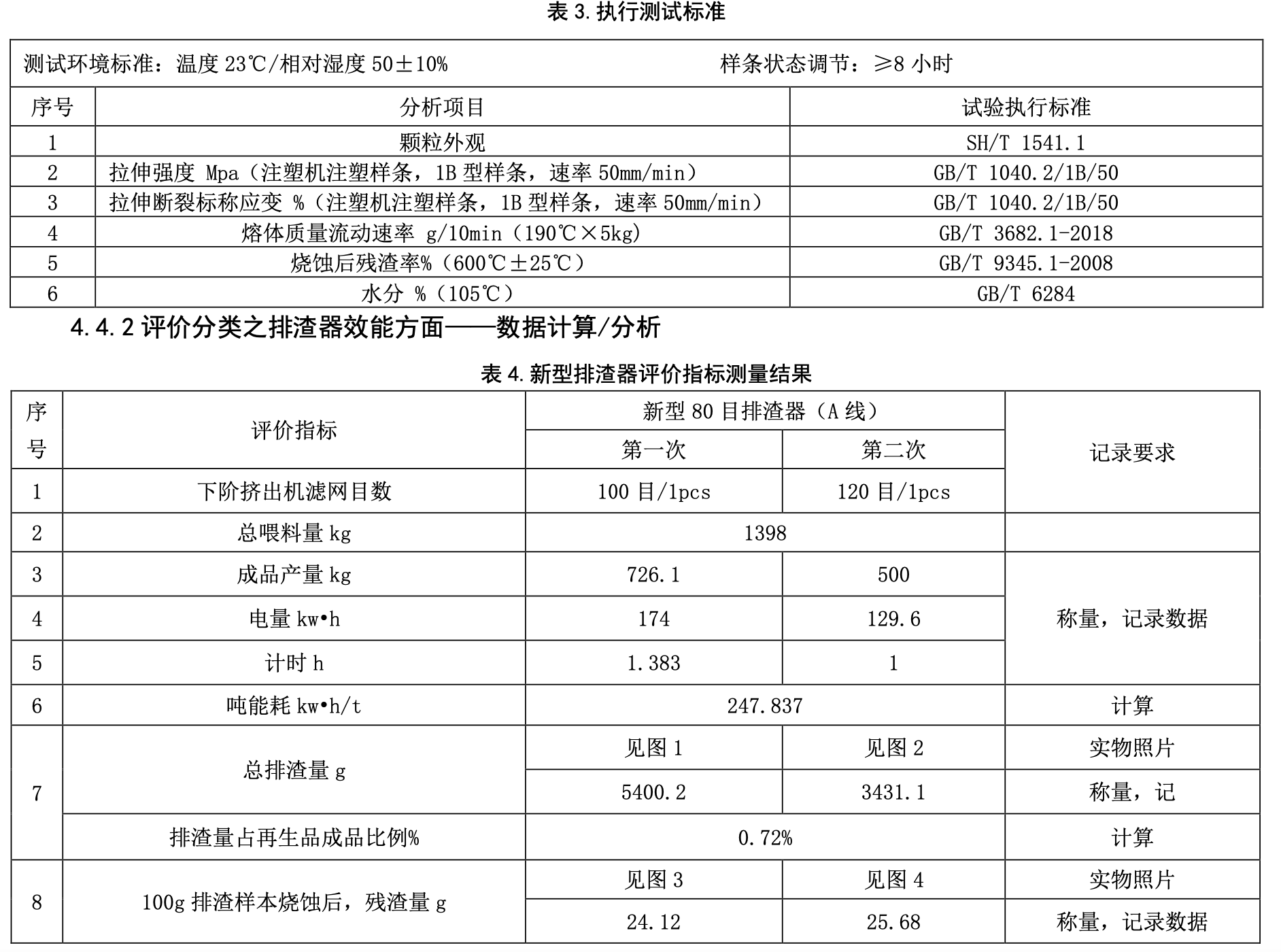
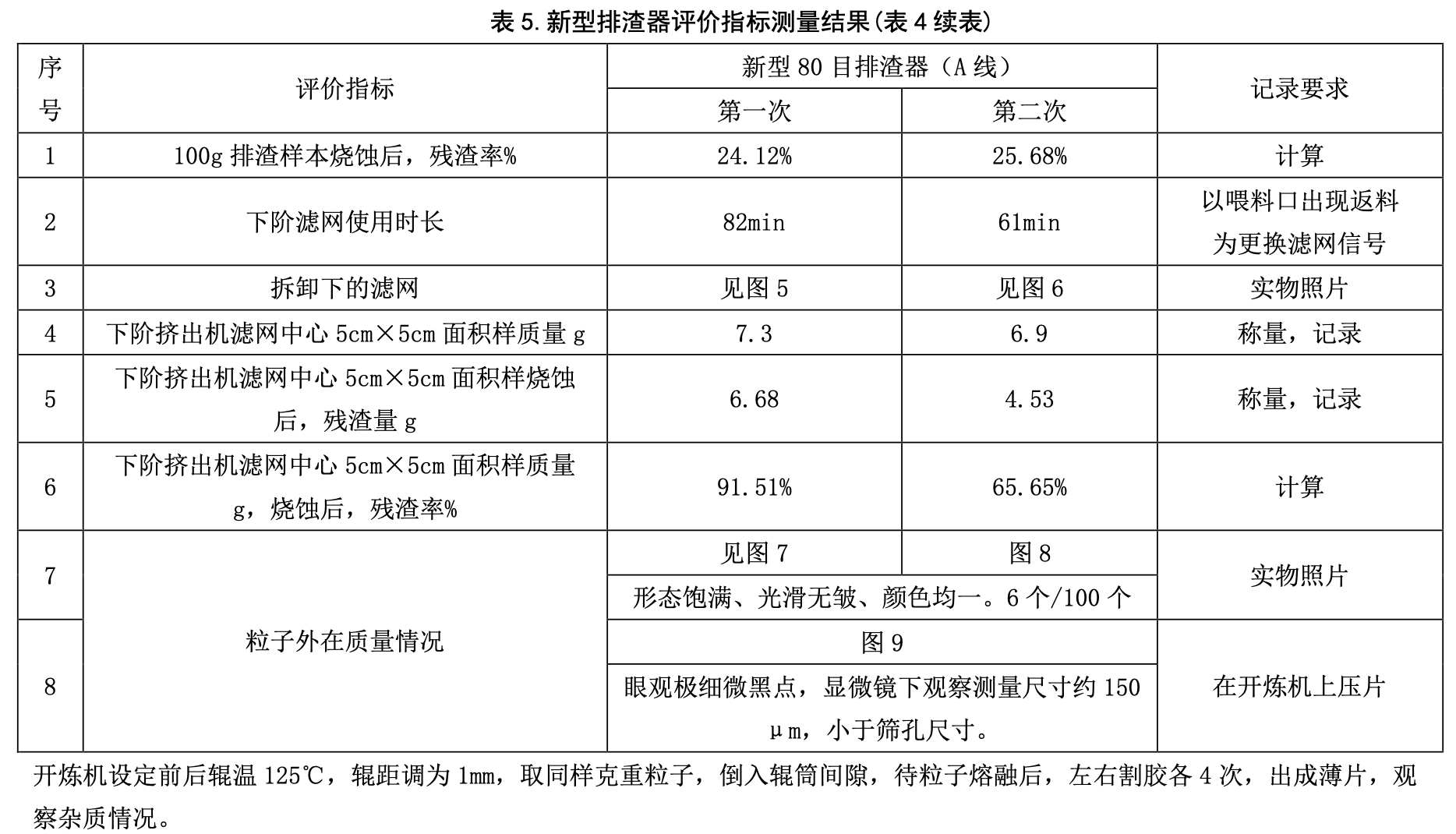
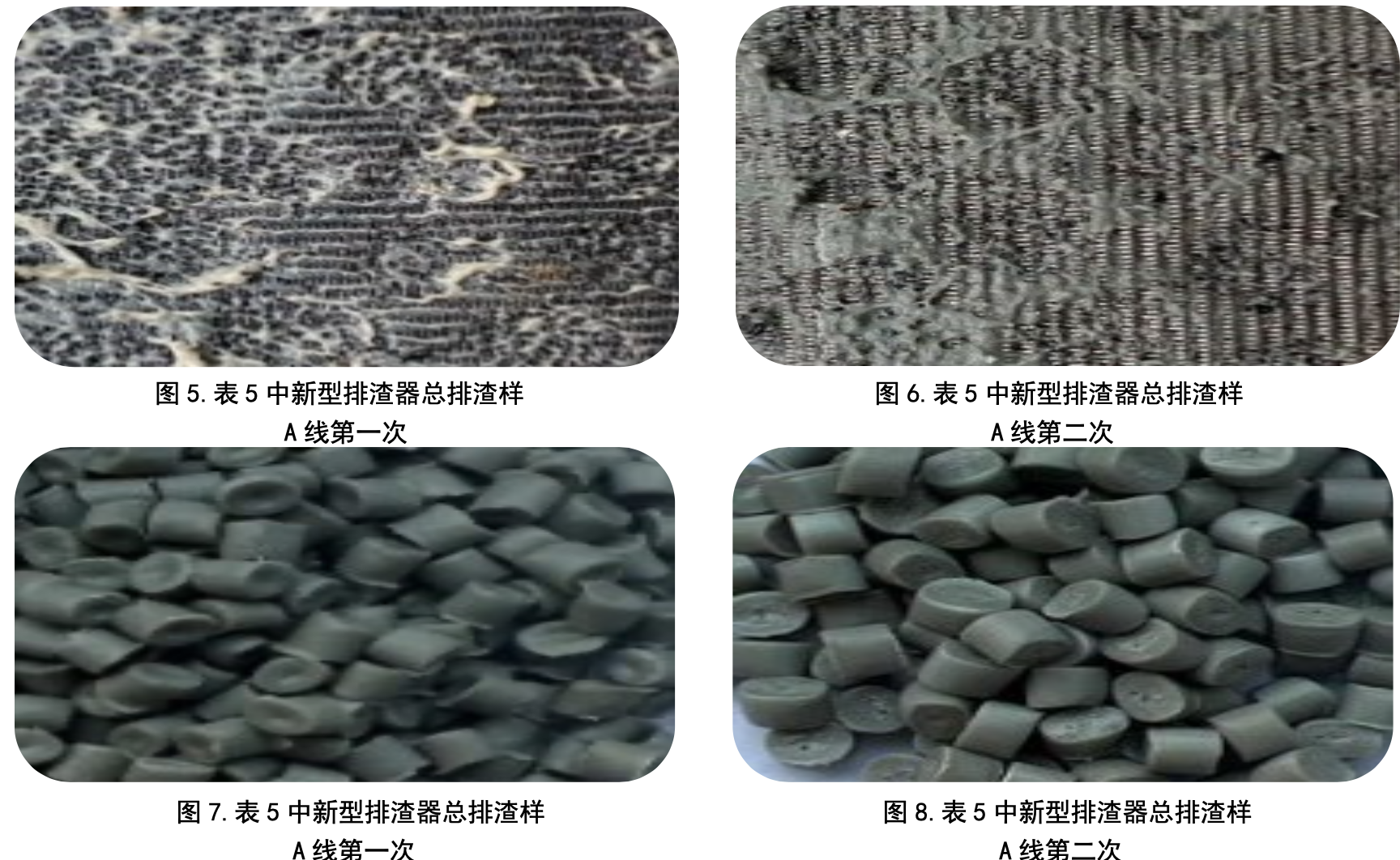
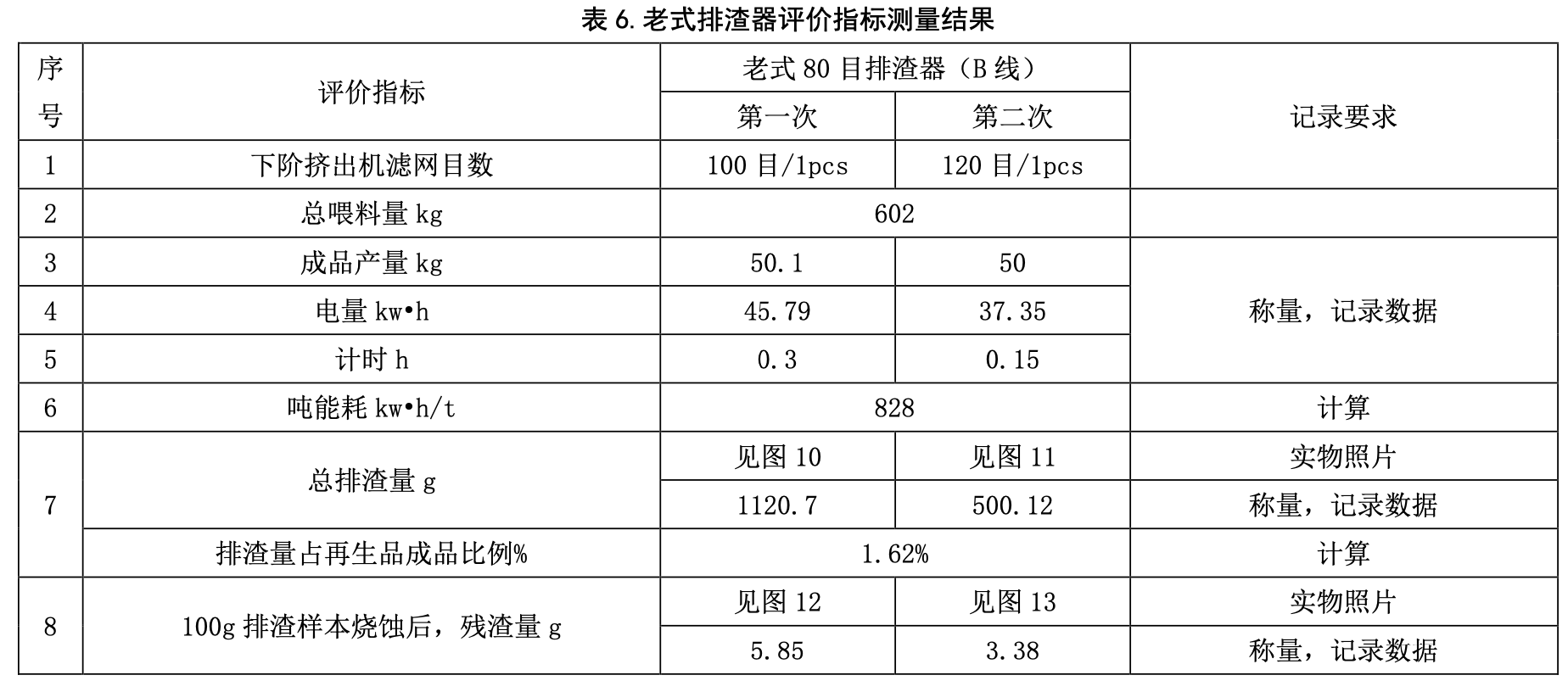
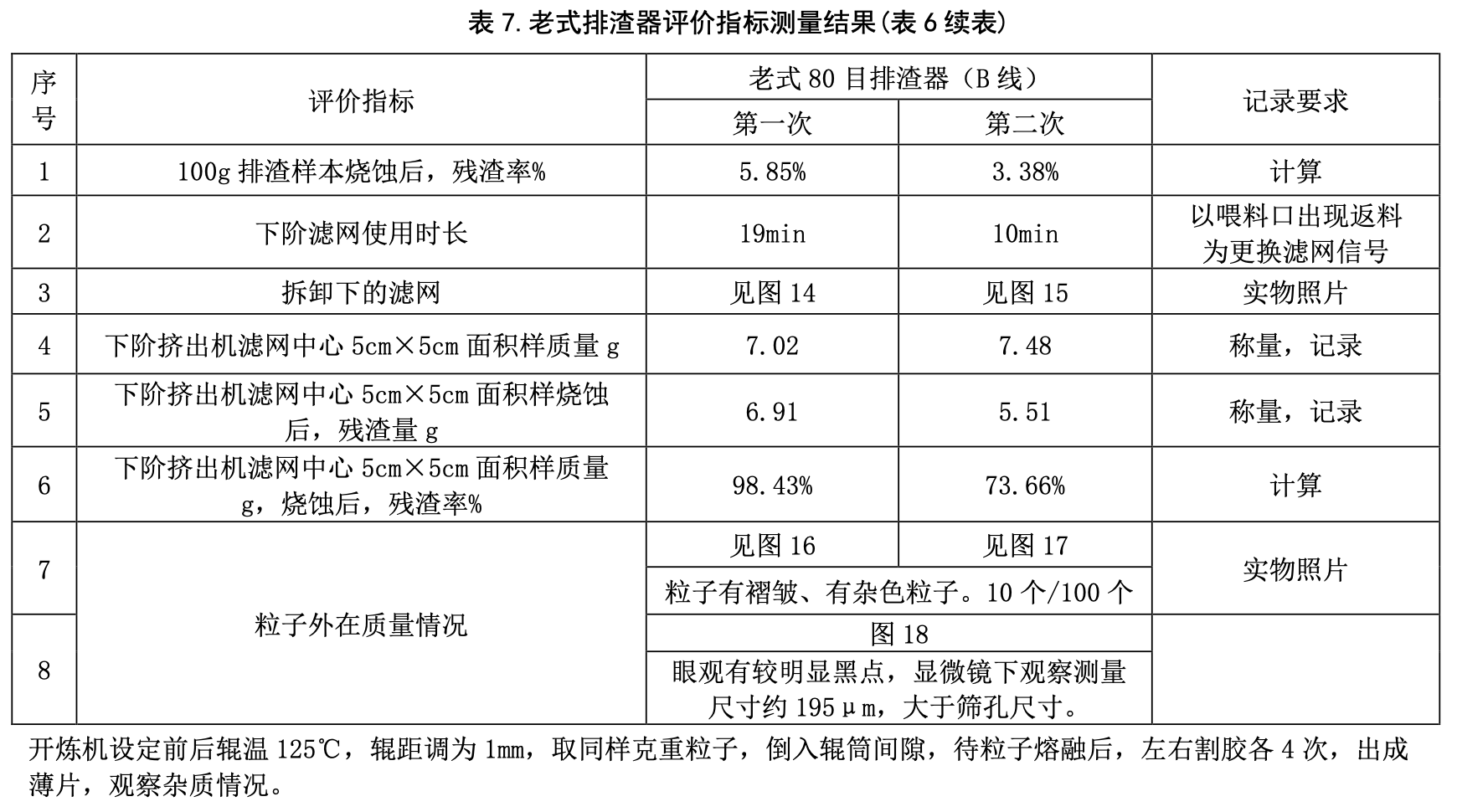
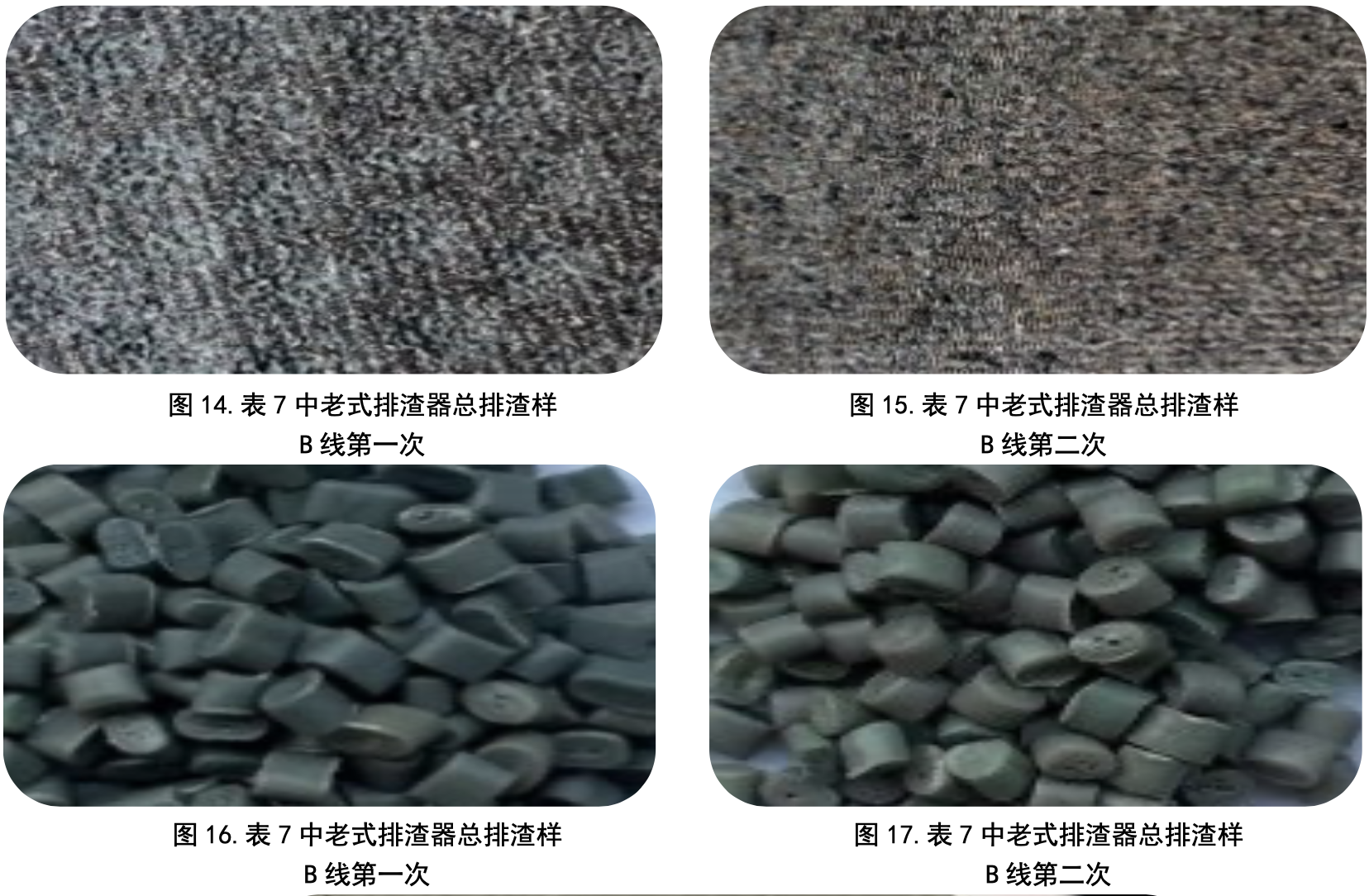
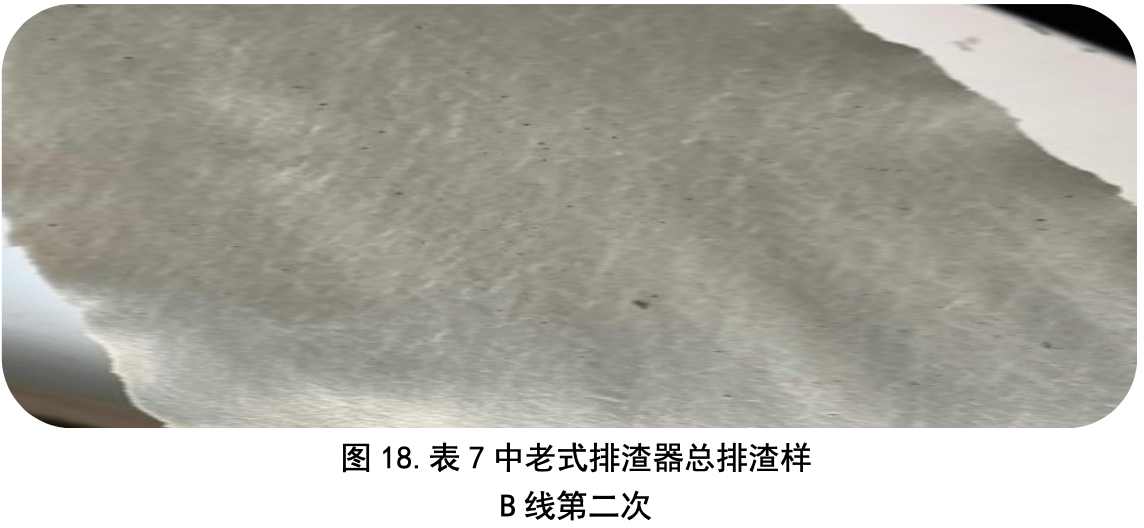
从上表 4、表 5、表 6、表 7 及图 1~18 的新式和老式排渣器各项评价指标的具体测量结果,分析 A 线(安装 新式排渣器)和 B 线(安装老式排渣器),可得出如下结论:
1.吨能耗,A 线明显低于 B 线能耗 70.17%。原因主要为 B 线安装的是老式排渣器的,排渣效果较差,大量杂 质随熔体到了下阶挤出机,致使下阶装有 100 目(第一次)、120 目(第二次)的挤出机频繁停机更换滤网,因此 产出少,造成吨能耗增加。
2.排渣量占再生品成品比例,A 线低于 B 线 55.6%。A 线优于 B 线。
3. 100g排渣样本烧蚀后,残渣率%,A线平均24.9%,高于B线平均4.62%。说明A线排出的熔体(从中抽 取排渣样本),大部分为“真正”的无法与塑料共熔融的无价值的残渣,而 B 线排渣器排出的熔体(从中抽取排 渣样本),含有价值的塑料成份多。
4.下阶挤出机滤网中心样 5cm×5cm 面积含杂质量,A 线 11.21g,B 线 12.42g,A 线优于 B 线
5. 下阶挤出机滤网中心5cm×5cm面积样质量g,烧蚀后,残渣率%,A线平均78.58%,B线平均86.05%, 说明 A 线排渣器过滤能力强,下阶挤出机接受到的来自上阶的熔体含渣率低。A 线优于 B 线。
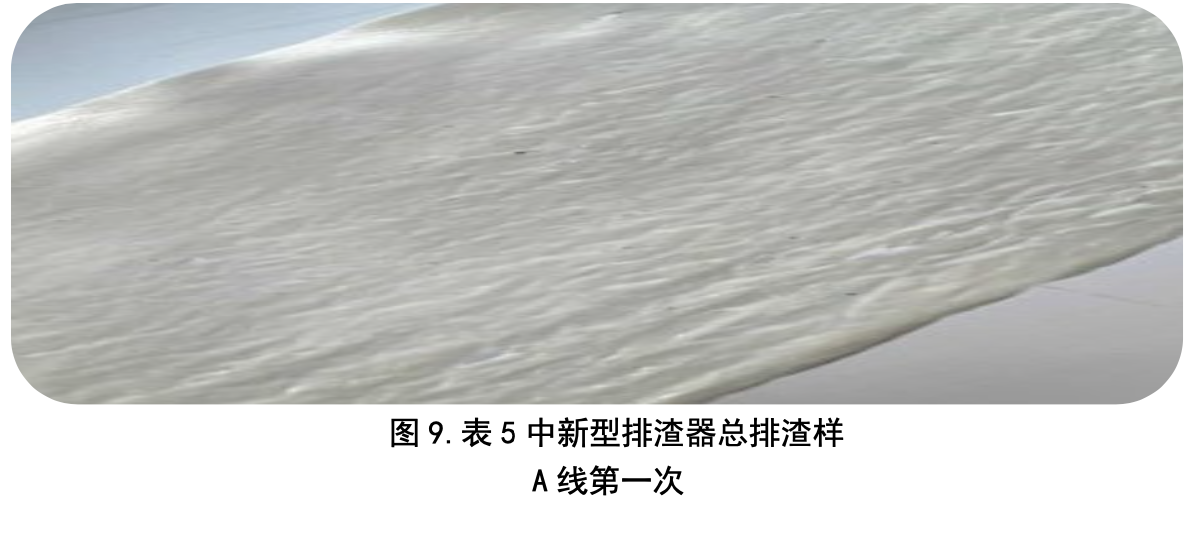
6. 粒子外在质量情况,经鉴别 A 线抽样再造品无杂色粒子,B 线有 10%的杂色。出薄片观察,A 线有极细微 黑点,B 线有较明显黑点。
4.4.3 评价分类之再生塑料颗粒内控质量指标方面——测试/分析

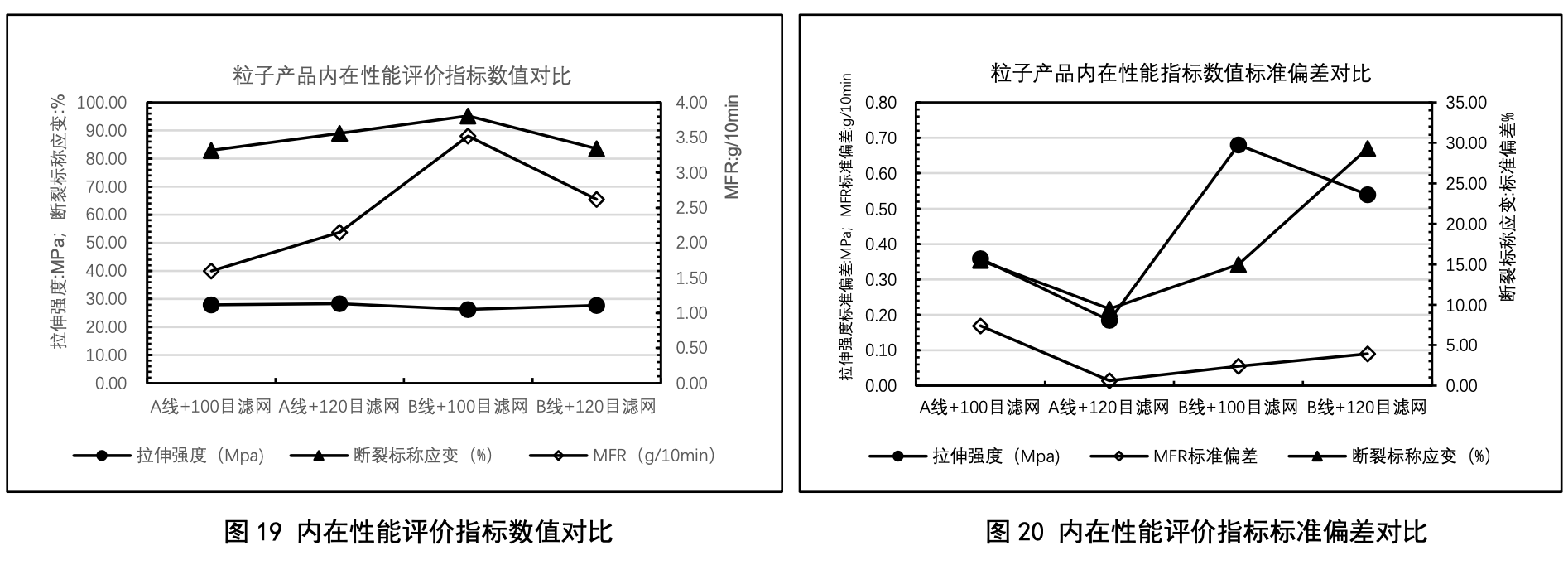
从上图 19.20 内在性能指标数值对比,及对应标准偏差对比来分析,得出:
1.拉伸强度,A 线,B 线所产再造品粒子该项指标数值,线间横向对比差异较小。 2.断裂标称应变,B 线下阶 100 目滤网对应该项指标数值较高,其余三组线间横向对比差异较小。 3.MFR,差异较大。
4.三项内在指标的标准偏差均为 A 线小于 B 线,说明 A 线产品质量波动比 B 线质量波动小, 质量更趋于稳定。 5.杂质的含量对于内在指标有影响,但更多的是废旧塑料原料本身的质量影响。因此内在质量主 要考察三大指标的标准偏差即杂质对内在指标波动影响。
5.结论
1.本文通过科学的设计和大量的实验,建立了一种为废旧塑料物理循环再生企业,制造过程中所使用的排渣 器,从产量、能耗、排渣总量、100g 排渣样烧蚀后残渣率、粒子外观质量、粒子内在质量等四大维度,12 项指 标进行合理、客观评价的方法。同时对于企业提升品控具有借鉴意义。
2.使用新型排渣器对于提高产品内在质量帮助较小,但对于在熔融再造粒过程减少内在质量波动具有明显作 用。好处在于,使用再生品粒子的下游客户对配方的调整频次会因质量稳定而减少。
3.使用新型排渣器无论是吨能耗、排渣效率、粒子外在质量均优于老式排渣器。
4.根据以上试验结果和指标权重,最终 A 线(安装新型排渣器)得分 85 分,B 线(安装老式排渣器)得分 65 分。
参考文献:
[1]庄毅.加快推进废塑料资源化利用[J]. 中国石化集团公司首席专家,中国石化,2024(10):53-54 [2]李明丰 中国石化废旧塑料化学回收与化学循环技术探索[J],第 35 卷第 8 期,2021.8:65-68 [3]陈鸿景 废旧塑料再生造粒工艺浅析[J],皮革制作与环保科技,1-2
[4]黄兴元 废旧塑料再生造粒工艺浅析[J], 工程 塑 料 应 用第 43 卷,第 4 期; 2015.4:135
Evaluation method for the effectiveness of a new laser slag remover
in plastic recycling
ZHU Yongtao
(Xi'an PrimeAhead Chemical Technology CO., Ltd Xi'an 710000, Shaanxi)
Abstract: The sources of greenhouse gases include upstream and downstream enterprises such as plastic raw material synthesis and product processing. The expansion speed of plastic pollution is much faster than the implementation speed of prevention measures, and the concentration of greenhouse gases in the atmosphere has sharply increased, leading to the enhancement of the Earth's greenhouse effect. The most important carbon reduction and plastic reduction technology path in the plastic industry is physical recycling, and the slag discharge efficiency of the slag discharge device used in the melting and granulation process of the recycling process varies greatly. This article establishes a feasible, reasonable, and effective evaluation method for the slag discharge efficiency of slag collectors through scientific design and extensive experiments, focusing on four dimensions: output, energy consumption, total slag discharge, residual rate after 100g slag sample erosion, particle appearance quality, and particle intrinsic quality, with 12 indicators. It has reference significance for waste plastic recycling enterprises to reduce costs, increase efficiency, and improve quality control. Keywords: greenhouse gases, physical recycling of plastics, melt granulation, slag discharge device, slag discharge efficiency, evaluation methods.
作者简介:朱永涛,(1981-)男,陕西省西安人,青岛科技大学高分子材料与工程专业 2002 级, 西安交通大学管理学院工程硕士。主要从事高分子材料配方研究、生产制造系统性工艺设计、项目 管理工作及技术服务工作。电话:15799962933 Email:tigertao2001@163.com
Copyright © 2022-2025 大连梅曼科技有限公司 All Rights Reserved 辽ICP备2022006803号-1

